

彈墊漲圈為什么會失效?
在緊固件連接裝配時,我們經常會發生彈簧墊圈發生塑性變形后彈墊無法及時彈起,從而降低了防松性能,這種現象叫做彈墊漲圈失效。

那么這種情況是怎么產生的呢?
下面我們來分析一下出現這種情況的原因:
摘自:全國緊固件標準化技術委員會秘書處編著的《緊固件標準實施指南第.二版》中P520-522
一、螺栓(螺母)、墊圈、彈簧墊圈組合件連接副在理想的安裝狀態下,在擰緊螺栓或螺母的過程中,彈簧墊圈主要應受軸向壓縮力而慢慢被壓縮,直至壓平;但是,由于實際安裝過程中存在各種不同的工作狀態,彈簧墊圈實際受到的除軸向壓縮力外,還有徑向力,而徑向力將使彈簧墊圈內徑變大,導致彈簧墊圈壓平狀態下的缺口尺寸變大,若較輕微尚未失去防松功能,但特殊情況是彈簧墊圈出現“C字型”,俗稱“漲圈”,失去彈簧墊圈的防松功能。
二、 彈簧墊圈漲圈失效原因可能有以下幾個方面:
1、螺栓與彈簧墊圈孔徑的間隙大小:由于彈簧墊圈的內徑尺寸是在螺紋公稱尺寸上加“上偏差”,而螺栓的無螺紋桿徑活螺紋大徑尺寸均是公稱尺寸負偏差,因此在彈簧墊圈內徑做成上偏差、螺栓桿徑或螺紋大徑做成下偏差的特殊情況,螺栓與彈簧墊圈組合后的尺寸間隙是很大的。
2、連接副的安裝形式:連接副的安裝形式根據螺栓軸心線分為橫向和豎向安裝,顯而易見,當橫向安裝時,彈簧墊圈掛在螺栓上,這樣就將1中提到的間隙化特殊了。原來像在豎向安裝時還能盡可能避免的偏心將沒有辦法避免,如果此時彈簧墊圈的缺口正好處在軸心線下部甚至是蕞底部,漲圈的比例將會很高。
3、螺栓、螺母支承面尺寸:與彈簧墊圈接觸的螺栓、螺母的支承面直徑比較接近彈簧墊圈的外徑甚至是接近彈簧墊圈的內徑而導致在擰緊螺栓、螺母的過程中,有一個將彈簧墊圈向外漲的力而使彈簧墊圈漲圈失效。
4、彈簧墊圈的切口毛刺:由于加工工藝的原因,切斷面后的彈簧墊圈切口處肯定存在或大或小的毛刺,彈簧墊圈經過熱處理后,這些帶有較高硬度的毛刺或將直接嵌入平墊圈或被連接件機體中,導致螺栓螺母擰緊過程中彈簧墊圈拉長而墊圈失效。
5、彈簧墊圈的切口寬度尺寸:切口寬度尺寸為在彈簧墊圈壓平狀態下,其蕞大值為彈簧墊圈厚度的一半。由于彈簧墊圈切斷工序中設備、刀具調整的原因,其尺寸很難保證一致,雖然符合標準要求,但越是偏大尺寸就越有可能引起漲圈。
6、彈簧墊圈的切口厚度尺寸:在切斷工序上刀與下刀剪切過程中,形成彈簧墊圈切口,其本身的作用是切入被連接件,在螺栓、螺母松動時起到防松作用。這也是彈簧墊圈除利用軸向彈力起防松作用外的又一防松點。但是,如果上刀角度未調整好,切口端的厚度尺寸將變大,一般將切口厚度的增加值控制在不大于彈簧墊圈厚度的
彈墊漲圈為什么會失效?
在緊固件連接裝配時,我們經常會發生彈簧墊圈發生塑性變形后彈墊無法及時彈起,從而降低了防松性能,這種現象叫做彈墊漲圈失效。
那么這種情況是怎么產生的呢?
下面我們來分析一下出現這種情況的原因:
摘自:全國緊固件標準化技術委員會秘書處編著的《緊固件標準實施指南第二版》中P520-522
一、螺栓(螺母)、墊圈、彈簧墊圈組合件連接副在理想的安裝狀態下,在擰緊螺栓或螺母的過程中,彈簧墊圈主要應受軸向壓縮力而慢慢被壓縮,直至壓平;但是,由于實際安裝過程中存在各種不同的工作狀態,彈簧墊圈實際受到的除軸向壓縮力外,還有徑向力,而徑向力將使彈簧墊圈內徑變大,導致彈簧墊圈壓平狀態下的缺口尺寸變大,若較輕微尚未失去防松功能,但極端情況是彈簧墊圈出現“C字型”,俗稱“漲圈”,失去彈簧墊圈的防松功能。
二、 彈簧墊圈漲圈失效原因可能有以下幾個方面:
1、螺栓與彈簧墊圈孔徑的間隙大小:由于彈簧墊圈的內徑尺寸是在螺紋公稱尺寸上加“上偏差”,而螺栓的無螺紋桿徑活螺紋大徑尺寸均是公稱尺寸負偏差,因此在彈簧墊圈內徑做成上偏差、螺栓桿徑或螺紋大徑做成下偏差的極端情況,螺栓與彈簧墊圈組合后的尺寸間隙是很大的。
2、連接副的安裝形式:連接副的安裝形式根據螺栓軸心線分為橫向和豎向安裝,顯而易見,當橫向安裝時,彈簧墊圈掛在螺栓上,這樣就將1中提到的間隙化極端了。原來像在豎向安裝時還能盡可能避免的偏心將沒有辦法避免,如果此時彈簧墊圈的缺口正好處在軸心線下部甚至是最底部,漲圈的比例將會很高。
3、螺栓、螺母支承面尺寸:與彈簧墊圈接觸的螺栓、螺母的支承面直徑比較接近彈簧墊圈的外徑甚至是接近彈簧墊圈的內徑而導致在擰緊螺栓、螺母的過程中,有一個將彈簧墊圈向外漲的力而使彈簧墊圈漲圈失效。
4、彈簧墊圈的切口毛刺:由于加工工藝的原因,切斷面后的彈簧墊圈切口處肯定存在或大或小的毛刺,彈簧墊圈經過熱處理后,這些帶有較高硬度的毛刺或將直接嵌入平墊圈或被連接件機體中,導致螺栓螺母擰緊過程中彈簧墊圈拉長而墊圈失效。
5、彈簧墊圈的切口寬度尺寸:切口寬度尺寸為在彈簧墊圈壓平狀態下,其最大值為彈簧墊圈厚度的一半。由于彈簧墊圈切斷工序中設備、刀具調整的原因,其尺寸很難保證一致,雖然符合標準要求,但越是偏大尺寸就越有可能引起漲圈。
6、彈簧墊圈的切口厚度尺寸:在切斷工序上刀與下刀剪切過程中,形成彈簧墊圈切口,其本身的作用是切入被連接件,在螺栓、螺母松動時起到防松作用。這也是彈簧墊圈除利用軸向彈力起防松作用外的又一防松點。但是,如果上刀角度未調整好,切口端的厚度尺寸將變大,一般將切口厚度的增加值控制在不大于彈簧墊圈厚度的百分之8。切口厚度尺寸過大,直接的結果是切口尖角更加尖銳,安裝過程中,彈簧墊圈更容易切入螺栓、螺母和平墊圈中,并在擰緊時,螺栓或螺母將彈簧墊圈帶著旋轉,最后拉開導致漲圈。
7、平墊圈硬度:一般常用于連接副中的平墊圈選用存在硬度偏低、沒有嚴格按照要求與螺栓性能等級相匹配。由于彈簧墊圈的硬度較高,一般在40-50HRC之間,如果平墊圈硬度很低,勢必加劇彈簧墊圈切口尖角嵌入平墊圈的程度。
8、施加的載荷:現行彈簧墊圈國家標準中規定的彈性實驗載荷值大致相當于6.8級螺栓保證載荷的百分之80。而在實際使用中,8.8級、10.9級甚至12.9級螺栓連接副使用彈簧墊圈的情況比較普遍,有的設計人員為了確保防松性能一昧提高施壓的扭矩,間接導致彈簧墊圈受到額外的載荷,這也會引起漲圈。
9、使用風動或電動工具安裝:彈簧墊圈漲圈問題以前是偶有發生,但是近幾年由于使用風動或電動工具的明顯增多,因此,漲圈的問題就顯得較為突出,分析其根源,與風動或電動工具安裝時轉速較手工安裝時明顯提高有關。
10、彈簧墊圈的界面形狀:分析日本和美國彈簧墊圈的標準,我們發現最大的區別是其截面的形狀為“內厚外薄”,而我國是“內外同厚”。由于生產工藝控制的原因,可能有的產品實際的截面形狀,不是理論上的“內外同厚”,而是“外厚內薄”。理論分析支持這與漲圈有一定的關系。同時,實驗結果也已經驗證:在條件相同的情況下,“外厚內薄”比“內厚外薄”的彈簧墊圈更容易誘發產生漲圈。
11、彈簧墊圈表面處理:有使用者認為表面鍍鋅比磷化或者氧化處理的彈簧墊圈容易發生漲圈現象。
當然,以上提及的原因,或多或少都對漲圈有一定的影響,但是他們并非單獨起作用,或許是集中原因疊加在一起后,最終顯現出來。
那么針對彈墊漲圈失效的問題,
我們有沒有更好的解決方法呢?
1、選擇適當的裝配工藝,改善安裝過程:我們可以在彈簧墊圈接觸面采用潤滑處理,或在安裝過程中降低扭矩工具的轉速等;
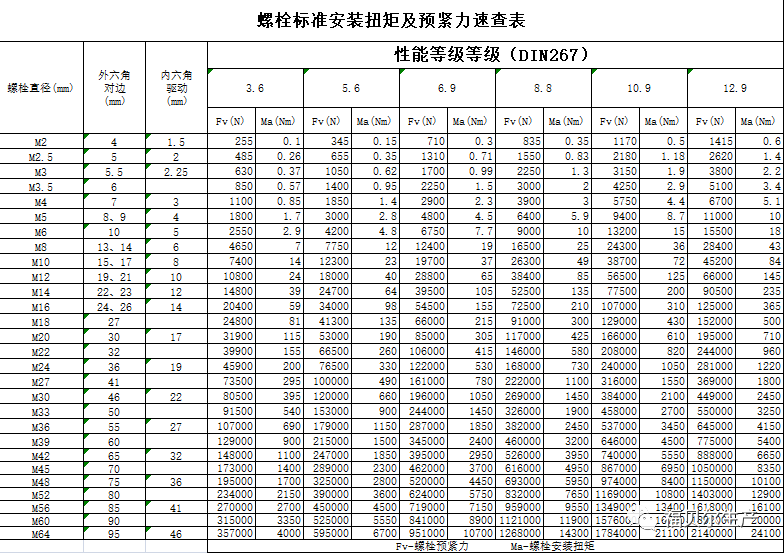
附螺栓標準安裝扭矩及預緊力速查表
2、選擇封閉性的彈性元件,防松效果優于彈簧墊圈:
雙疊鎖緊墊圈DIN25201
法標蝶形壓花墊圈NFE25-511
法式S紋彈簧墊圈
雙齒面疊型彈簧墊圈DIN9250
疊型彈簧墊圈DIN6796
標接地刺破彈簧墊圈NFE-K
波形彈性墊圈 JB7590
針對彈墊漲圈失效的原因及解決辦法








7、平墊圈硬度:一般常用于連接副中的平墊圈選用存在硬度偏低、沒有嚴格按照要求與螺栓性能等級相匹配。由于彈簧墊圈的硬度較高,一般在40-50HRC之間,如果平墊圈硬度很低,勢必加劇彈簧墊圈切口尖角嵌入平墊圈的程度。
8、施加的載荷:現行彈簧墊圈國家標準中規定的彈性實驗載荷值大致相當于6.8級螺栓保證載荷的百分之80。而在實際使用中,8.8級、10.9級甚至12.9級螺栓連接副使用彈簧墊圈的情況比較普遍,有的設計人員為了確保防松性能一昧提高施壓的扭矩,間接導致彈簧墊圈受到額外的載荷,這也會引起漲圈。
9、使用風動或電動工具安裝:彈簧墊圈漲圈問題以前是偶有發生,但是近幾年由于使用風動或電動工具的明顯增多,因此,漲圈的問題就顯得較為突出,分析其根源,與風動或電動工具安裝時轉速較手工安裝時明顯提高有關。
10、彈簧墊圈的界面形狀:分析日本和美國彈簧墊圈的標準,我們發現蕞大的區別是其截面的形狀為“內厚外薄”,而我國是“內外同厚”。由于生產工藝控制的原因,可能有的產品實際的截面形狀,不是理論上的“內外同厚”,而是“外厚內薄”。理論分析支持這與漲圈有一定的關系。同時,實驗結果也已經驗證:在條件相同的情況下,“外厚內薄”比“內厚外薄”的彈簧墊圈更容易誘發產生漲圈。
11、彈簧墊圈表面處理:有使用者認為表面鍍鋅比磷化或者氧化處理的彈簧墊圈容易發生漲圈現象。
當然,以上提及的原因,或多或少都對漲圈有一定的影響,但是他們并非單獨起作用,或許是集中原因疊加在一起后,蕞終顯現出來。
那么針對彈墊漲圈失效的問題,
我們有沒有更好的解決方法呢?
1、選擇適當的裝配工藝,改善安裝過程:我們可以在彈簧墊圈接觸面采用潤滑處理,或在安裝過程中降低扭矩工具的轉速等;

附螺栓標準安裝扭矩及預緊力速查表
2、選擇封閉性的彈性元件,防松效果優于彈簧墊圈:

雙疊鎖緊墊圈DIN25201

法標蝶形壓花墊圈NFE25-511

法式S紋彈簧墊圈

雙齒面疊型彈簧墊圈DIN9250

疊型彈簧墊圈DIN6796

標接地刺破彈簧墊圈NFE-K

波形彈性墊圈 JB7590
聯系人:王經理
手機:18051983191
電話: 025-52119158,52112158,
郵箱:jack@gyx360.com
地址: 南京市高淳區東壩街道天目山路8號